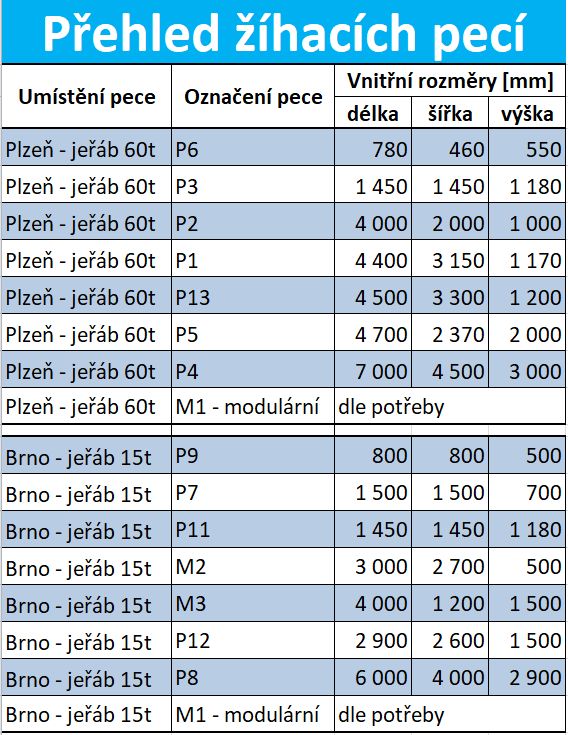
Variabilita stacionárních a modulárních pecí na všech našich provozovnách nám dovolí tepelně zpracovat kovové konstrukce a díly různých jakostí, rozměrů a hmotností. Ve stacionárních pecích žíháme až 7 metrové celky a variabilní modulární pec sestavíme dle vašeho přání pro tělesa dlouhá až 20 metrů. Váha břemen může dosahovat až 60 tun.
Hlavním účelem tepelného zpracování je zlepšení vlastností ocelí, litin a neželezných kovů po odlévání, kování, pálení, obrábění a svařování.
Tepelné zpracování kovů žíháním provádíme při teplotách v rozmezí 100–1 200 °C.
Následuje volné ochlazení vzduchem nebo regulovaně v peci.
Základní tepelné postupy využívané v našich pecích:
Předehřev před svařováním
Provádí se, aby se zabránilo během svařování a po provedení svařování rychlému ochlazování, hlavně v teplem ovlivněné oblasti svaru, kde může vznikat nežádoucí vytvrzená oblast. Dále má vliv na snížení vodíku ve svaru a snížení nebezpečí vzniku trhlin.
– teplota: 100–350 °C
– doba žíhání: dle jakosti a tloušťky materiálu
Žíhání na snížení vnitřního pnutí
Používáme ke snížení vnitřních pnutí, které vznikají ve výrobách například po svařování, obrábění, tváření za tepla, odlévání nebo pálení vlivem nerovnoměrného rychlého ochlazování. Ohřívání i ochlazování kovových dílců probíhá pozvolna řízeně.
– teplota: 440–650 °C
– doba žíhání: 1–10 hodin
Žíhání na měkko
Žíhání na měkko je vhodné pro změkčení struktury, dosažení co nejnižší možné tvrdosti a zajištění dobré obrobitelnosti a svařitelnosti. Používá se zejména u nástrojových ocelí a některých konstrukčních legovaných ocelí před kalením.
– teplota: 650–790 °C
– doba žíhání: 2–8 hodin (i více)
Rekrystalizační žíhání
Slouží k odstranění deformovaných zrn a zpevnění způsobeného tvářením za studena nebo za nízkých teplot. Dojde ke vzniku nových zrn bez znaků předchozí deformace a k obnovení schopnosti plastické deformace.
– teplota: 550–700 °C
– doba žíhání: od desítek sekund do 1 hodiny
Žíhání na odstranění vodíku
Zabraňuje vzniku vnitřních trhlin, které způsobuje difuzní vodík. Provádí se u rozměrných výrobků, odlitků, silných plechů a výpalků.
– teplota: 600–680 °C
– doba žíhání: 10 hodin – několik desítek hodin
Normalizační žíhání
Normalizační žíhání slouží k dosažení rovnoměrné, pravidelné a jemné struktury s vyšší pevností. Používá se nejčastěji u výkovků, odlitků, svařenců, výlisků za studena, válcovaných profilů a plechů.
– teplota: 30 – 50 °C nad Ac3, popř. Acm
– doba žíhání: 1 hodina – 4 hodiny
Homogenizační žíhání
Pro vyrovnání rozdílu chemického složení a odstranění strukturálních nerovnoměrností, zejména u velkých výkovků, odlitků, u vysoce legovaných ocelí za účelem vyrovnání koncentrace legur ve výrobku.
– teplota: 1 000–1 200 °C
– doba žíhání: 10–15 hodin (i více)
Rozpouštěcí žíhání
Používá se pro zvýšení korozní odolnosti svarových spojů CrNi a CrNiMo antikorozních ocelí. Během žíhání dojde k rozpouštění podstatného množství karbidů a k dosažení rovnoměrné struktury ve svařované konstrukci a k vyrovnání chemického složení dílu. Ochlazování musí probíhat zrychleným způsobem na vzduchu nebo vodní lázni.
– teplota: 950–1 150 °C
– doba žíhání: do 20 minut
Rádi byste o technologickém postupu žíhání kovů věděli víc? Obraťte se na naši technologii,
která vám vše potřebné ráda přiblíží.